APP
APP
 手机站
手机站
产品详情
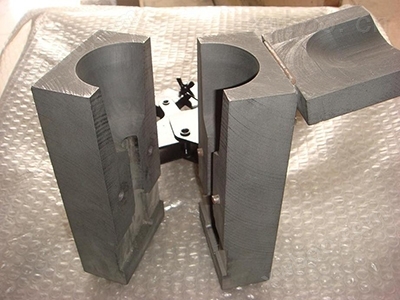
现场热熔焊接过程,采用可调自锁式模夹来放热焊接模具合模紧密度,保持模腔相对密封,按设计要求导流金属熔质,使焊接点成型,模夹按设计要求可通用,模具按要求模夹另行制作。热熔焊工具箱在熔焊施工过程中,须采用工具对模夹及模具进行调整、隔热工作手套防护、植物质毛刷清理模腔及结合面等。工具置于RG热熔焊工具箱内。
一、模具与模夹的准备与要点
1、使用前用加热工具干燥模具(如烘干箱或喷灯),驱除水气。久未使用的模具内含有水分,尤其是前次使用完后任留有残渣的模具,水分多。
2、清洁模具,请使用软毛刷或其他软性物质。
3、检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。
4、模夹是用于开合模具的,模夹的紧密度对熔接的效果有影响,请在熔接开始之前认真检查模夹,并作适当调整。
5、安装调节模夹,将模夹的密合度与模具的密合度调整到佳状态。调节方法如下:
a)使模夹置于开状态或位置
b)松开模夹固定拴锁扣(1)
c)取出固定拴(2)
d)调整调节螺丝(3)逆时针旋转(松)
e)插入固定拴与锁扣
f)开合模夹,观察效果。
二、模具与模夹的准备与要点
1、使用前用加热工具干燥模具(如烘干箱或喷灯),驱除水气。久未使用的模具内含有水分,尤其是前次使用完后任留有残渣的模具,水分多。
2、清洁模具,请使用软毛刷或其他软性物质。
3、检查模具接触面的密合度,防止作业时铜液从缝隙处渗漏出来。
4、模夹是用于开合模具的,模夹的紧密度对熔接的效果有影响,请在熔接开始之前认真检查模夹,并作适当调整。
5、安装调节模夹,将模夹的密合度与模具的密合度调整到佳状态。调节方法如下:
a)使模夹置于开状态或位置
b)松开模夹固定拴锁扣(1)
c)取出固定拴(2)
d)调整调节螺丝(3)逆时针旋转(松)
e)插入固定拴与锁扣
f)开合模夹,观察效果。
如此重复调整夹距,直至模夹密合度与模具密合度相匹配即可。如果模夹的开合需要用较大的力度,则表示夹距未调整到佳位置(夹距太短),需重新调整。模夹的安装和调整对“热焊”的熔接品质以及模具和模夹的使用寿命有重要影响,因此请在熔接之前认真调节距离为佳。无论模具内是否有熔接物,不当的夹距都会对模具和模夹造成损坏。
(1)固定栓锁扣
(2)固定栓
(3)调节螺丝
6、放热焊接模具由石墨制成,非常的脆弱,无法承受抛甩与力量冲击,故不可将超出模具铭牌所示尺寸的熔接物强行放入模具,或使用金属物质、坚硬的工具等来残渣。
7、如果被熔接物的尺寸小于模具铭牌所示,为避免铜液渗漏可用如下方法弥
1)使用密封剂
2)使用高温棉带
8、石墨模具如按上述步骤保养,使用寿命可达150~300次以上。
兴旺宝APP
兴旺宝移动端
关于我们 企业建站 本站服务 会员服务 旗下网站 友情链接 兴旺通 意见反馈
销售热线:0571-87209775 客服热线:0571-87209775 采购热线:0571-87209775 投诉热线:0571-87209775
服务咨询 QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
QQ: 751594915网站客服QQ:2012523075媒体合作QQ:1097660699采购咨询QQ:751594915
 浙公网安备 33010602009452号
浙公网安备 33010602009452号